فـروشگاه اینتـرنتی
ورود کاربر
سفارشات شما
برای مشاهده سفارشات خود وارد حساب کاربری شوید.

شما اینجا هستید
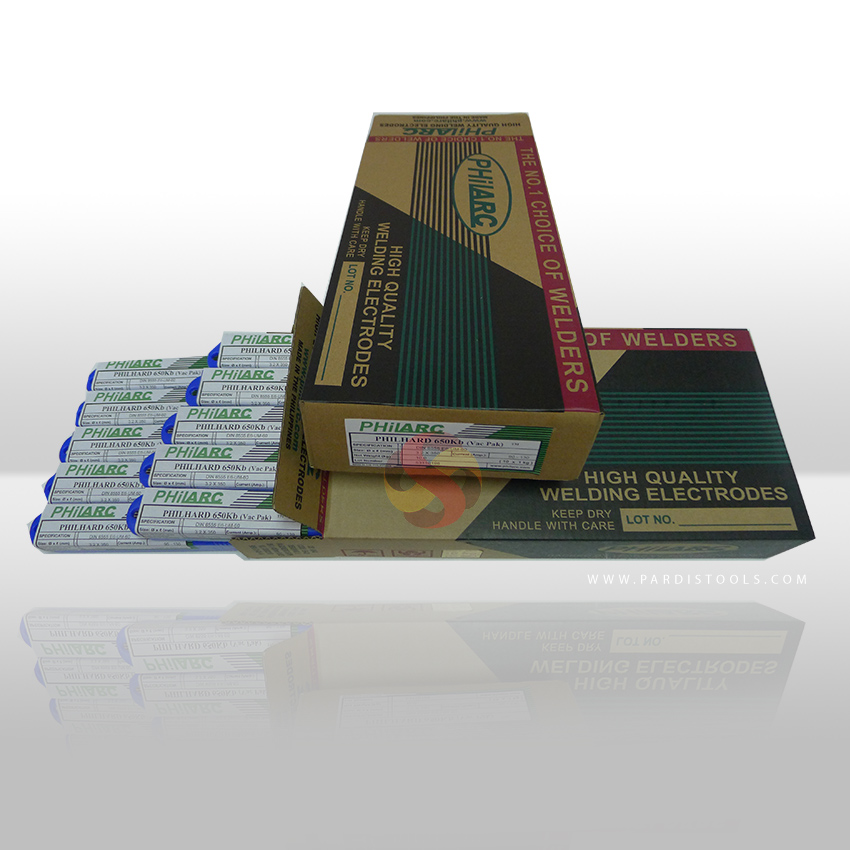
الکترود PHILHARD 650KB مارک Philarc فیلارک
لطفا جهت استعلام قیمت با شماره همراه 09121156214 تماس حاصل نمایید.
توضیحات کلی
حالات جوشکاری:
تخت، افقی، عمودی، سربالا و بالاسری
موارد مصرف:
برای قطعات تحت سایش به همراه ضربه
کاربرد اصلی این الکترود برای صنایع خاکبرداری، سنگ شکن ها و...می باشد.
فلزجوش این الکترود تنها با سنگ زنی اصلاح می شود.
ملاحظات:
تا حد امکان الکترود رو به صورت عمودی با سطح قطعه کار نگه دارید.
از طول قوس کوتاه استفاده نمایید.
در صورتیکه فلز پایه غیرآلیاژی باشد نیازی به پیشگرم ندارد در غیراینصورت پیشگرم در حدود 350-250 درجه سانتیگراد انجام می گیرد.
برای ایجاد تعداد پاس های زیاد بهتر است از زیرلایه سازی استفاده شود.
خشک کردن مجدد در دمای 300 درجه سانتیگراد به مدت 2 ساعت انجام می گیرد.
مشخصات فنی
Nb | Mo | Cr | Mn | Si | C |
|---|---|---|---|---|---|
0.50 | 1.30 | 7.00 | 1.30 | 0.80 | 0.50 |
سختی فلز جوش (HRC) |
|---|
58-60 |
قطر (mm) | طول (mm) | جریان(A) |
|---|---|---|
3.2 | 350 | 100-140 |
4 | 350 | 140-180 |
پیشنهاد برای شما