فـروشگاه اینتـرنتی
ورود کاربر
سفارشات شما
برای مشاهده سفارشات خود وارد حساب کاربری شوید.

شما اینجا هستید

الکترود PA-10018-G مارک Philarc فیلارک
خواص:
الکترود PA-10018G کم هیدروژن بوده و دارای پودر آهن در روکش خود می باشد. مقاوم در برابر ایجاد ترک، ظاهر عالی گرده جوش و خواص مکانیکی مطلوب از دیگر خواص این الکترود می باشد. این الکترود دارای قوس پایدار بوده و گل جوش آن به راحتی جدا می شود.
لطفا جهت استعلام قیمت با شماره همراه 09121156214 تماس حاصل نمایید.
توضیحات کلی
حالات جوشکاری:
تمامی حالات
موارد مصرف:
برای جوشکاری سازه های فلزی (HT70)، مخازن تحت فشار(ASTM A225 Gr. C)، ورق فولادی کربنی برای ساخت تجهیزات مکانیکی (S45C)، .....
همچنین این الکترود برای زیرلایه سازی قبل از سختکاری قابل استفاده می باشد.
ملاحضات:
الکترود را قبل از جوشکاری در دمای 400-350 درجه سانتیگراد به مدت یک ساعت خشک کنید، سپس در آون در دمای 200-150 درجه سانتیگراد قبل از استفاده قرار داده و دور از رطوبت نگهداری کنید.
حدالامکان طول قوس کوتاه استفاده شود.
پیشگرم قطعه بسته به ضخامت از 180-120 درجه سانتیگراد مورد نیاز می باشد.
برای جلوگیری از ایجاد ترک بهتر است بلافاصله پس از جوشکاری پس گرم در دمای 200-150 درجه سانتیگراد انجام شود.
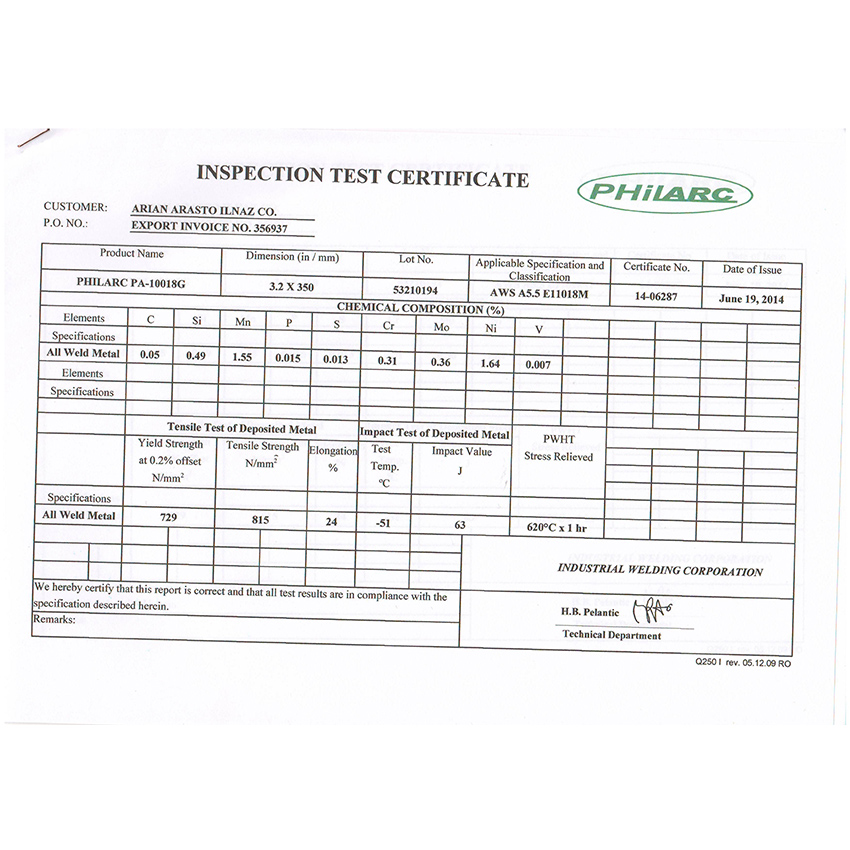
مشخصات فنی
S | P | V | Mo | Cr | Ni | Si | Mn | C |
|---|---|---|---|---|---|---|---|---|
0.004 | 0.020 | 0.014 | 0.35 | 0.018 | 2.00 | 0.45 | 1.5 | 0.06 |
تست ضربه (F,Ft-Lbs) | ازدیاد طول (%) | استحکام کششی (Ksi N/mm2) | استحکام تسلیم (Ksi N/mm2) |
|---|---|---|---|
60, 50- | 23 | (116) 800 | (101) 700 |
قطر (mm) | طول (mm) | جریان flat | جریان V&OH |
|---|---|---|---|
3.2 | 350 | 90-130 | 80-120 |
4 | 350 | 135-185 | 110-160 |
پیشنهاد برای شما